Lost Foam Process |
Top Ten Lost Foam Casting Questions
Many of the initial contacts that we receive regarding the Lost Foam process concern several general questions. As an introductory feature article, we have compiled these questions and the specific information that we have developed from our experience with the process.
1. What is “Lost Foam”?
The Lost Foam casting process originated in 1958 when H.F. Shroyer was granted a patent for a cavity-less casting method, using a polystyrene foam pattern embedded in traditional green sand. The polystyrene foam pattern left in the sand is decomposed by the poured molten metal. The metal replaces the foam pattern, exactly duplicating all of the features of the original pattern. Like other investment casting methods, this requires that a pattern be produced for every casting poured because it is evaporated (“lost”) in the process.
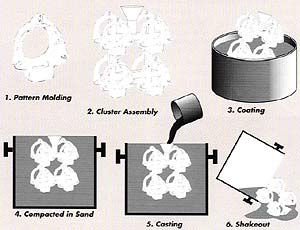
The basic steps to the process include:
- A foam pattern and gating system are made using a foam molding press
- The foam pattern and the gating system are glued together to form a cluster of patterns
- The cluster is coated with a permeable refractory coating and dried under controlled conditions
- The dried, coated cluster is invested in a foundry flask with loose, unbonded sand that is vibrated to provide tight compaction
- The molten metal is poured on to the top of the gating system which directs the metal throughout the cluster and replaces the foam gating and patterns
- The remaining operations such as, shakeout, cut-off, grinding, heat treat, etc. are straightforward and similar to other casting processes.
2. What metals can be poured in the Lost Foam process?
Generally, all ferrous and non-ferrous materials can be successfully cast using the Lost Foam process. Because the foam pattern and gating system must be decomposed to produce a casting, metal pouring temperatures above 1000°F are usually required. Lower temperature metals can be poured, but part size is limited. In addition, very low carbon ferrous castings will require special processing.
3. What size range of parts can be produced by the Lost Foam process?
Lost Foam castings can be produced in most all metals from a fraction of a pound up to thousands of pounds. Slightly more advanced techniques are used for very large castings.
4. What “as-cast” tolerances can be expected?
Typically, a linear tolerance of +/-.005 inches/inch is standard for the Lost Foam process. This tolerance will vary depending on part size, complexity and geometry. Subsequent straightening or coining procedures will often enable even tighter tolerances to be held on critical dimensions. A targeted effort between the foam pattern producer, the casting producer and the casting user will often result in a Lost Foam casting that substantially reduces or completely eliminates previous machining requirements.
5. What type of surface finish can be achieved?
Because a permeable refractory coating is applied around the smooth foam pattern, the resultant finish is excellent. Each casting facility is different, but generally Lost Foam castings have a surface finish within the 60-250 RMS range. If surface finish, due to cosmetic requirements, is a critical issue then surfaces can be targeted to maintain an exceptionally smooth finish.
6. What is the cost of using the Lost Foam process?
Lost Foam castings are generally more expensive than forged parts, or parts made by other casting processes. The value inherent in the Lost Foam process versus other processes is seen in tighter tolerances, weight reduction and as-cast features which all results in less machining and cleanup time. Many castings that require milling, turning, drilling and grinding can be made in the Lost Foam process with only .020” - .030” of machine stock. It is imperative that the features to be cast are discussed by all parties to determine the net finished product cost.
7. What quantities need to be made to make the Lost Foam process practical?
The answer, simply, is not as many as you would think. Tooling amortization is a key factor in this determination. Potential overall savings for your application will aid in your decision. Generally, 500-1000 pieces per year is the minimum production run to be economical. Prototyping runs, however, may be as few as 3-5 pieces for Fabricated Foam patterns or 20-100 pieces for Quick-Cut CNC machined aluminum tooling.
8. What about casting porosity and shrinkage problems?
Lost Foam castings are used for many critical applications, including engine heads, marine motors, high-pressure pumps and valves. X-ray and soundness testing on Lost Foam castings shows characteristics comparable to other casting processes.
9. What type of tooling is required and at what cost?
Typically, tooling is composed of a split-cavity machined aluminum die that is the negative mold from which the foam pattern is produced. The tooling is highly specialized and must be constructed by experienced tooling manufacturers familiar with the requirements of the foam molders and foundries. Most tooling for Lost Foam patterns will compare favorably with permanent and die cast tooling. Prototype and simple tools may be in the $3000-5000 range while high-end tooling for complex or very large parts can be in the several hundred thousand dollar range. As a result of the materials used and the process stresses, Lost Foam tools can be expected to have 3 to 4 times the cycle life of permanent mold or die casting tools.
10. What lead times can be expected when ordering a Lost Foam casting?
As with all processes, lead times vary greatly depending on part complexity. Generally, 8 to 16 weeks is typical for completed tooling and first castings produced. After casting approval, 6 to 12 weeks is typical for production run startup. Rapid prototyping methods can produce castings in as little as 2 to 3 weeks.
The information provided in this feature article is of a general nature and is intended to provide initial guidelines for process consideration. As with all processes, each project will face advantages and disadvantages during design and production. If you have more specific questions for a project that you are considering, please contact us using the Request More Information form on our website. We will be happy to discuss your project with you.
|